
數(shù)控機(jī)床加工過程中,為了提高加工效率,刀具從起始點(diǎn)或換刀點(diǎn)運(yùn)動(dòng)到接近工件部位及加工后退回起始點(diǎn)或換刀點(diǎn)是以G00(快速點(diǎn)定位)方式運(yùn)動(dòng)的。考慮退刀路線的原則是:第一、確保安全性,即在退刀過程中不與工件發(fā)生碰撞;第二、考慮退刀路線最短,縮短空行程,提高生產(chǎn)效率。
根據(jù)刀具加工零件部位的不同,退刀路線的確定也不同。數(shù)控車床常用以下三種退刀路線:
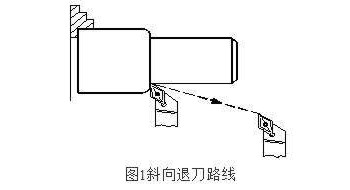
1. 斜向退刀路線
斜向退刀路線(如圖1所示)行程最短,適合于加工外圓表面的偏刀退刀。
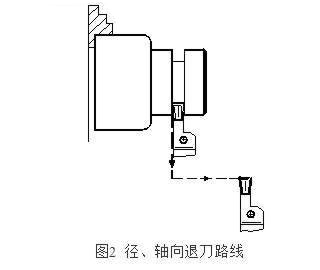
2. 徑、軸向退刀路線
徑、軸向退刀路線是指刀具先沿徑向垂直退刀,到達(dá)指定位置時(shí)再軸向退刀。圖2所示的切槽加工即采用此類退刀路線。
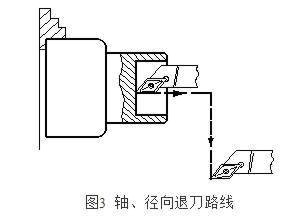
3. 軸、徑向退刀路線
軸、徑向退刀路線的順序與徑、軸向退刀路線剛好相反。圖3所示的鏜孔加工即采用此類退刀路線。
 微信二維碼
微信二維碼