

隨著現代制造加工技術的不斷發展,CNC數控加工設備和其配套的CAM 系統得到了廣泛的應用和發展。CAM 系統生成的加工刀具軌跡(即走刀方式)是控制設備加工運作的核心,它直接影響加工工件的精度、表面粗糙度、總體加工時間、機床刀具的使用壽命等多個方面,最終決定生產效率。
下面通過對走刀方式的不同特點,及影響其選擇的部分因素的分析,并且針對銑削過程中工藝方法及走刀方式的比較,為如何選擇合適的走刀方式提供參考依據。
一、走刀方式的基本概念
CNC數控加工中,走刀方式是指刀具完成工件切削時的軌跡規劃方式。在對同一個零件加工中,多種走刀方式都可以達到零件的尺寸及精度要求,但加工效率卻不相同。
二、走刀方式的分類
走刀方式可化分為4類:單向走刀、往復走刀、環切走刀和復合走刀。復合走刀是前三種的混合走刀。采用單向或往復走刀,從加工策略來說都是行切走刀。因此根據加工策略的不同,走刀方式又可分為行切、環切和其他特殊方式。通常使用的是行切和環切。
行切方式加工,有利于發揮機床的最大進給速度,同時其切削表面質量也好于環切加工。然而,當復雜的平面型腔帶有多個凸臺從而形成多個內輪廓時,常常會產生附加的抬刀動作, 即在刀具軌跡某處,或者為避免刀具與凸臺發生干涉,或者為使刀具回至剩余未加工區域, 就要讓刀具抬起,使之距加工平面有一定高度,再平移至另外一刀具軌跡起始處,然后繼續切削動作。
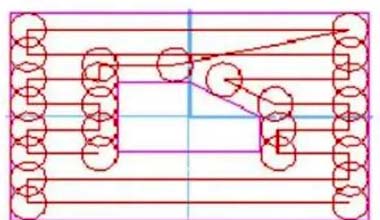
行切加工刀具軌跡主要由一系列與某一固定方向平行的直線段組成,計算簡單。適用于簡單型腔精加工或去除大余量的粗加工,如下圖。
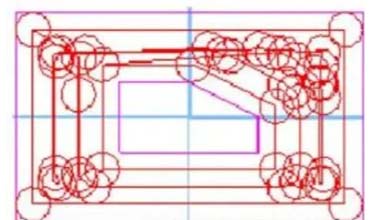
環切加工中刀具沿著邊界輪廓相似的路徑走刀,由一組封閉曲線組成,能保證刀具切削零件時保持相同的切削狀態。由于環切加工是通過連續偏置構造當前環形軌跡圖來計算下一條環形軌跡,計算復雜且耗時。適用于復雜型腔及曲面的加工,如下圖。
三、影響走刀方式的因素
1、工件自身的形狀及幾何要素
工件自身的形狀及幾何要素包括加工域的幾何形狀、島嶼的大小和位置等方面。這是工件本身固有的特性,是屬于不可變化的因素,但卻是決定走刀方式的根本因素。
2、工藝路線
工藝路線是實現加工目的的直接過程,是走刀方式選擇的直接依據。工藝路線決定了加工域的先后順序,島嶼的合并及拆分,粗加工、半精加工、精加工的劃分等。實現目標的工藝路線有多種,這就決定了走刀方式的不同選擇。
3、工件材料
工件材料也是決定走刀方式的因素之一,工件材料是直接的加工對象,并不直接影響走刀方式,但會對刀具材料、大小、加工方式等選用產生影響,從而間接影響走刀方式。工件毛坯的形狀和大小等會造成工件各部分的加工余量分配是否均勻,同時對可選毛坯的工件,利用毛坯大小、形狀的不同,會改變裝夾方式、加工域的重新分配等影響加工策略,導致采取不同的走刀方式。
4、工件的裝夾及緊固方式
工件的裝夾及緊固方式也間接影響走刀方式,如壓板產生的新“島嶼”的影響,緊固力對切削用量影響而導致走刀方式的改變,振動對走刀方式影響。
5、刀具的選用
刀具的選用包括刀具材料、刀具形狀、刀具長度、刀具齒數等,這些參數決定了刀具與工件接觸的面積大小和頻率,因而決定了單位時間里切削材料的體積大小和機床負荷,其耐磨程度與刀具壽命則決定了切削時間的長短。而其中對走刀方式產生直接影響的是刀具大小(即直徑)。由于選取不同直徑的刀具,會影響殘留區域的大小,造成加工軌跡的變化,導致走刀方式的不同。
6、加工域選擇
在銑削過程中,當復雜的平面型腔帶有多個凸臺從而形成多個內輪廓時,對于行切常常會產生附加的抬刀動作;對于環切則會使加工軌跡加長。這種附加抬刀動作或加工軌跡加長,則會嚴重降低切削加工的效率。因此,如何最大限度地減少這種狀況的次數就是我們所關注的一個主要問題。
把整個切削區域按加工需要分成若干子區域,分別加工各子區域,抬刀發生在各子區域之間,同時根據走刀方式對這些加工子區域合并或分割,甚至于忽略。這種不同的加工域選擇,既減少了抬刀次數又不會使加工軌跡的相對變長,同時可對新區域采用最合理的走刀方式,提高了加工效率。
四、走刀方式如何選擇
1、基本選擇原則
選擇走刀方式時要考慮兩點:一是加工時間的長短,二是加工余量是否均勻。一般來說,環切方式是基于工件形狀的走刀方式,加工余量較均勻。而選用行切方式的加工余量較不均勻,若希望行切加工后留下較均勻的余量,通常需要增加圍繞邊界的環切刀軌。若忽略余量不均勻性要求,行切走刀的刀軌長度通常是比較短的;若考慮余量的不均勻性而增加環切刀軌,當加工區域邊界較長(如多島嶼情況),則圍繞邊界的環切刀軌對總的加工時間影響比較明顯,行切刀軌一般會比環切刀軌長。行切走刀刀位容易計算,占用內存少,但抬刀次數較多。采用環形刀軌時,則需要多次對環邊界進行偏置并清除自交環。
2、根據外形特征選擇
工件外形特征決定了加工的走刀方式。根據加工客體的不同,可將工件簡單的分成平面形腔類和自由曲面類。平面形腔類一般采用行切方式加工,由于該類工件多為毛坯整體掏銑加工成型,如盒體、基座等零件,加工余量較大,采用行切方式有利于發揮機床的最大進給速度,提高加工效率,同時其切削表面質量也好于環切加工。
自由曲面類一般采用環切加工,主要是由于曲面多為鑄件或由規則形狀加工成型,余量分布不均勻,同時曲面對型面精度要求較高;其次是環切加工與行切方式相比具有良好的曲面加工特性,更能逼近曲面的真實形狀。
3、根據加工策略選擇
零件的加工常分為粗加工、半精加工、精加工三個加工階段,有時還有光整加工階段,合理劃分加工階段是保證加工精度所必須的。傳統加工方式因機床功能相對單一,所以工藝路線中可較明顯地看出各個階段的界線,但數控銑削加工方式下這個界線相對模糊,而且可能會有揉合的情況(如粗加工階段有精加工的內容,精加工階段也可能有粗加工的痕跡),從保證加工質量考慮,數控加工時加工階段的劃分也是需要的,但為了減少裝夾時間和簡化走刀動作等,如何確定各階段的加工內容,考慮的問題可能與傳統加工工藝有些不同。
粗加工的主要目標是追求單位時間內的材料去除率,并為半精加工準備工件的幾何輪廓。故多采用行切方式或復合方式進行層切。半精加工的主要目標是使工件輪廓形狀平整,表面精加工余量均勻。故多采用環切方式。精加工的主要目標是獲得幾何尺寸、形狀精度及表面質量符合要求的工件。應根據工件的幾何特征對內部采用行切方式,對邊緣及接合處采用環切方式。
4、根據編程策略選擇
編程時確定走刀方式的原則主要有:應能保證零件的加工精度和表面粗糙度的要求;應盡量縮短加工路線,減少刀具空程移動時間;應使數值計算簡單,程序段數量少,以減少編程工作量。一般而言,對于平面形腔類采用行切方式劃分加工域,以減少抬刀次數;自由曲面類環切方式逼近形狀。毛坯形狀的選用大小會影響編程的選擇,可通過加大毛坯外形,將不易裝夾的外形加工轉化為易裝夾的行切方式形腔加工;或將用環切加工的自由曲面改用行切方式去大余量,以提高加工效率。
 微信二維碼
微信二維碼