
不同類型的曲面時(shí),根據(jù)曲面特點(diǎn)和加工特點(diǎn),選擇合適的進(jìn)給路線不但有利于提高切削效率,而且對(duì)零件的表面精度也是有好處的。進(jìn)給路線的確定,一方面要遵循數(shù)控工藝所要求的原則,另一方面,還應(yīng)重點(diǎn)考慮以下這幾個(gè)問題。
銑削曲面應(yīng)該注意的問題
在數(shù)控銑床加工過程中,會(huì)遇到各種類型的曲面零件,比如模具、葉片螺旋槳等。由于這類零件具有復(fù)雜的型面特征,需要使用多坐標(biāo)聯(lián)動(dòng)加工,因此多采用數(shù)控銑床、數(shù)控加工中心來進(jìn)行加工。
加工時(shí)需要注意必須保證零件的加工精度和表面粗糙度的要求;走刀路線要盡可能短,這樣既可以簡化程序段,又能夠減少刀具的空行程時(shí)間,提高加工效率;數(shù)值計(jì)算應(yīng)盡量簡單,程序段數(shù)量少,這樣有利于減少編程工作量。
下面,我們以直紋面和曲面輪廓兩種曲面零件為例,看看數(shù)控銑床銑削曲面類零件加工路線的選擇。
直紋曲面加工
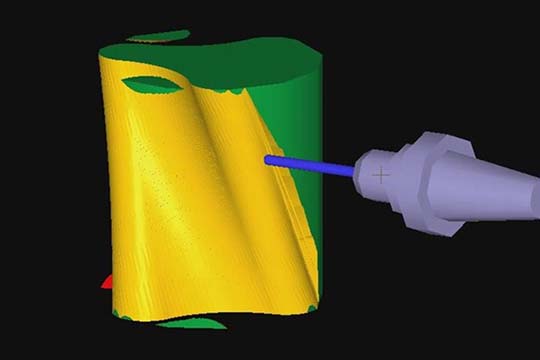
直紋曲面邊界是敞開的,數(shù)控機(jī)床常采用球頭刀行切法進(jìn)行加工。行切法就是指,刀具在零件輪廓上的切點(diǎn)軌跡是一行一行的,行間距按零件加工精度要求而確定,一般常采用兩種加工路線。一種加工方案是,走刀路線垂直于曲面彎曲方向,每次都沿直線加工。這種方案優(yōu)點(diǎn)是刀位點(diǎn)計(jì)算簡單,程序少,加工過程更符合直紋面的形成,可以準(zhǔn)確保證母線的直線度。
另一種加工方案是,走到路線平行于曲面彎曲方向。這種方案更符合曲面零件的數(shù)據(jù)給出情況,便于加工后檢驗(yàn),加工準(zhǔn)確度高,但程序較多。由于曲面零件的邊界是敞開的,沒有其它表面限制,所以曲面邊界可以延伸,球頭刀應(yīng)由邊界外開始加工。
曲面輪廓加工
曲面輪廓加工應(yīng)根據(jù)曲面形狀、刀具形狀以及精度要求選擇銑削方法。最常使用的是兩坐標(biāo)聯(lián)動(dòng)的三坐標(biāo)行切法,將X、Y、Z三軸中任意兩軸作為聯(lián)動(dòng)插補(bǔ),第三軸則單獨(dú)做周期進(jìn)刀。這種方法又稱為二軸半坐標(biāo)聯(lián)動(dòng)。加工中,將X向分成若干段,使圓頭銑刀沿YZ面所截的曲線進(jìn)行銑削,每—段加工完成進(jìn)給ΔX,再加工另一相鄰曲線,如此依次切削即可加工整個(gè)曲面。
在行切法中,選取ΔX的原則是符合輪廓表面粗糙度的要求以及刀頭不與相鄰表面發(fā)生干涉。使用的球頭銑刀刀頭半徑應(yīng)該選得大一些,這樣有利于刀具切削熱的散發(fā)。但是,刀頭半徑不應(yīng)大于曲面的最小曲率半徑。
數(shù)控銑床用球頭銑刀加工曲面時(shí),通常都是用刀心軌跡的數(shù)據(jù)進(jìn)行編程。因此,球頭刀與曲面切削點(diǎn)的位置會(huì)因?yàn)榍媲首兓淖儯识邢鼽c(diǎn)的連線是一條空間曲線,從而在曲面上形成扭曲的殘留溝紋。
這種路徑的好處是編程計(jì)算比較簡單,數(shù)控邏輯裝置也不復(fù)雜,常在曲率變化不大及精度要求不高的粗加工中使用。
 微信二維碼
微信二維碼