
量具就是在機械加工過程中,或機械加工完成以后的檢驗中,對工件尺寸、角度、弧度等進行測量的工具。量具的種類很多,常用的有游標卡尺、螺旋測微器、萬能角度尺、針規、杠桿百分表、量規、塞尺及三坐標測量儀等。
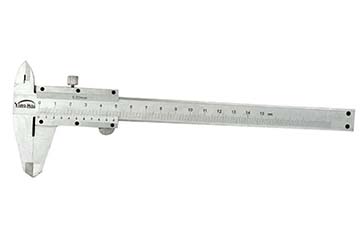
一、游標卡尺
標卡尺是一種可以對工件長度、內外徑以及深度進行測量的量具。游標卡尺由主尺和附在主尺上,且能夠滑動的游標兩部分構成。主尺和游標上各有一副活動量爪,分別對內徑和外徑進行測量,尾部的測量桿可以對深度進行測量。讀數時,取主尺上讀數與游標上的讀數之和,最小可以精確到0.01毫米。
二、螺旋測微器
螺旋測微器是對工件長度進行測量的量具,它比游標卡尺更為精密,可以精確到0.01毫米,估讀到0.001毫米,故也成為千分尺。螺旋測微器的測量范圍很小,通常只有幾個厘米。它由框架、固定套管、活動套管、測量螺桿、旋鈕和微調旋鈕幾部分構成,螺套的螺距為0.5毫米,活動套管和螺桿連成一體,其周邊等分成50個分格。螺桿轉動的整圈數由固定套管上間隔0.5mm的刻線去測量,不足一圈的部分通過活動套管周邊的刻線來進行測量,最終在精確測量結果的基礎上估讀一位小數。

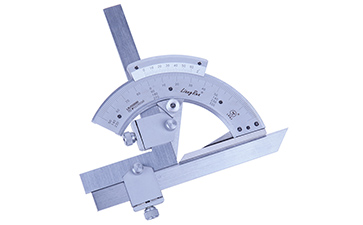
三、萬能角度尺
萬能角度尺是在機械加工中對工件內、外角度進行測量的量具,其外角量程在0度到320度范圍;內角量程在40度到130度范圍。萬能角度尺由主尺和游標構成,主尺刻線每格為1度,游標的刻線則是取主尺的29度,并將其等分為30格,故游標刻線每格為29/30度,讀數精確度可以精確到1/30度,即2分。
四、針規
針規是在機械電子加工中,對工件孔徑、孔距、內螺紋小徑、彎曲槽寬及模具尺寸等進行測量的量具。針規常用于檢查位置,測量孔的尺寸,檢查兩孔距,也可以當作通止規及測量孔的深度來使用。由于針規是使用國際先進的激光檢測儀檢測工件,廣泛適用于電子板、線路板、模具、精密機械制造等各種高精尖的技術領域,因此也被視為是孔的標準化檢測的必備檢具。

五、杠桿百分表
杠桿百分表是一種量程很小的量具,其測量范圍不超過1毫米,分度值為0.01毫米。這種量具采用對稱刻度的表盤,體積小、精度高,適用于對工件形位誤差、實際尺寸以及小孔、凹槽、孔距、坐標尺寸等進行測量。杠桿百分表在使用時應注意使測量運動方向與測頭中心線垂直,以免產生誤差。

六、量規
量規是不能指示量值,只能根據與被測工件的配合間隙、透光程度或者能否通過被測件等條件來判斷被測長度是否合格的長度測量工具。量規控制的是尺寸或規格的上下限,一般包含全部的公差帶。

七、塞尺
塞尺又稱測微片或厚薄規,這是一種用于檢驗間隙的量器。其橫截面為直角三角形,在斜邊上標有刻度,利用銳角的正弦函數關系,將短邊的長度直接表示在斜邊上,這樣就可以直接讀出被測縫的尺寸了。

八、三坐標測量儀
三坐標測量儀又稱為三坐標測量機或三坐標量床,這是一種在六面體空間內,測量工件的幾何形狀、長度及圓周分度等參數的量具。它可以定義為“一種具有可作三個方向移動的探測器”,可以在三個相互垂直的導軌上移動,通過接觸或非接觸的方式傳遞訊號,經數據處理器或計算機等計算出工件的各點的坐標。三坐標測量儀可以用于測量工件的尺寸精度、定位精度、幾何精度及輪廓精度等。

 微信二維碼
微信二維碼