
我們天天與加工打交道,也常常提及精度,但是你說的精度說對了嗎?或者說嚴謹嗎?讓我們來看看精度那些事兒吧!
加工精度是加工后零件表面的實際尺寸、形狀、位置與圖紙要求的理想幾何參數的符合程度!理想的幾何參數,對尺寸而言,就是平均尺寸;對形狀而言,就是絕對的圓、圓柱、平面、錐面和直線等;對相互位置而言,就是絕對的平行、垂直、同軸、對稱等。
1、尺寸精度
加工后零件的實際尺寸與零件尺寸的公差帶中心的相符合程度。
2、形狀精度
指加工后的零件表面的實際幾何形狀與理想的幾何形狀的相符合程度。
3、位置精度
指加工后零件有關表面之間的實際位置精度差別。
4、相互關系
通常在設計機器零件及規定零件加工精度時,應注意將形狀誤差控制在位置公差內,位置誤差又應小于尺寸公差。即精密零件或零件重要表面,其形狀精度要求應高于位置精度要求,位置精度要求應高于尺寸精度要求。
零件實際幾何參數與理想幾何參數的偏離數值稱為加工誤差。加工誤差的大小反映了加工精度的高低。誤差越大加工精度越低,誤差越小加工精度越高。
一、加工精度簡介
加工精度主要用于生產產品程度,加工精度與加工誤差都是評價加工表面幾何參數的術語。加工精度用公差等級衡量,等級值越小,其精度越高;加工誤差用數值表示,數值越大,其誤差越大。加工精度高,就是加工誤差小,反之亦然。
公差等級從IT01,IT0,IT1,IT2,IT3至IT18一共有20個,其中IT01表示的話該零件加工精度最高的,IT18表示的話該零件加工精度是最低的 ,一般上IT7、IT8是加工精度中等級別。
任何加工方法所得到的實際參數都不會絕對準確,從零件的功能看,只要加工誤差在零件圖要求的公差范圍內,就認為保證了加工精度。
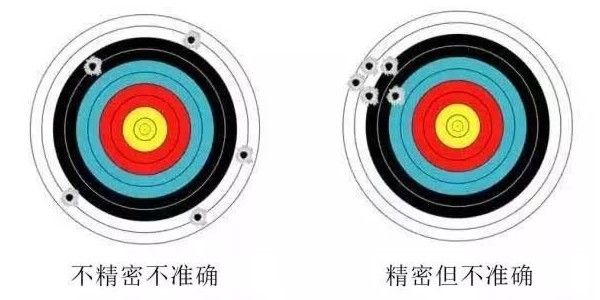
準確度和精密度的區別:
1、準確度
指得到的測定結果與真實值之間的接近程度。測量的準確度高,是指系統誤差較小,這時測量數據的平均值偏離真值較少,但數據分散的情況,即偶然誤差的大小不明確。
2、精密度
指使用同種備用樣品進行重復測定所得到的結果之間的重現性、一致性。有可能精密度高,但精確度是不準確的。例如,使用1mm的長度進行測定得到的三個結果分別為1.051mm、1.053mm、1.052mm,雖然它們的精密度高,但卻是不準確的。
準確度表示測量結果的正確性,精密度表示測量結果的重復性和重現性,精密度是準確度的前提條件。

二、提高加工精度方法
1、對工藝系統進行調整
(1)試切法調整
通過試切—測量尺寸—調整刀具的吃刀量—走刀切削—再試切,如此反復直至達到所需尺寸。此法生產效率低,主要用于單件小批生產。
(2)調整法
通過預先調整好機床、夾具、工件和刀具的相對位置獲得所需尺寸。此法生產率高,主要用于大批大量生產。
2、減小機床誤差
(1)提高主軸部件的制造精度
應提高軸承的回轉精度 :
①選用高精度的滾動軸承;
②采用高精度的多油鍥動壓軸承;
③采用高精度的靜壓軸承,
應提高與軸承相配件的精度:
①提高箱體支撐孔、主軸軸頸的加工精度;
②提高與軸承相配合表面的加工精度;
③測量及調節相應件的徑向跳動范圍,使誤差補償或相抵消。
(2)對滾動軸承適當預緊
①可消除間隙;
②增加軸承剛度;
③均化滾動體誤差。
3、減少傳動鏈傳動誤差
(1)傳動件數少,傳動鏈短,傳動精度高;
(2)采用降速傳動,是保證傳動精度的重要原則,且越接近末端的傳動副,其傳動比應越小;
(3)末端件精度應高于其他傳動件。
4、減小刀具磨損
在刀具尺寸磨損達到急劇磨損階段前就必須重新磨刀。
 微信二維碼
微信二維碼